
Дорогие друзья сегодня мы с вами посмотрим на сварочные полуавтоматы «Динамика» от компании Аврора. Сравним старую «Динамику 200» с обновлёнными моделями и посмотрим, на что способны аппараты. Перед нами стоят:
Для сравнения выбрана Динамика 200 — один из последних сохранившихся представителей старой линейки.

В связи с пандемией небольшой завод в Китае, производящий Динамику 200, закрылся и компании Аврора пришлось искать новых поставщиков.
Сразу заметна разница в габаритах, и конечно же, разница в цене, новое поколение обойдётся заметно дешевле по сравнению с «раритетом».
С нашей точки зрения, это результат смены идеологии. В новой серии, отказались от недешевой маркетинговой фишки «синергия», снизив роль микропроцессорного управления, в пользу расширения «ручного» функционала. Лучше это или хуже - решать Вам, надеюсь наш обзор в этом поможет.
Другой особенностью серии, стала заметно (по утверждению поставщика) увеличенная эффективность регулировки индуктивности, облегчающая работу с тонколистовыми конструкциями (что вполне логично, учитывая явную нацеленность данных моделей на рынок авторемонта).
Нижний порог тока заявлен в 30 ампер для 1600/1800 моделей, и 35 для в 2000-й , в обеих режимах( MIG/MMA).
Аппараты оснащены дополнительными функциями HotStart, ArcForce и Antistick (мы всё это проверим).
Динамика 1600
Представляет из себя блочно-модульную систему состоящей из 4 плат (силовая часть, импульсный блок питания, плата управления и лицевая плата, отвечающая за регулировку), элементная база представлена на SMD компонентах. Заявлено ПВ 50% в режиме MIG при максимальном токе 160А с рабочим напряжением 22В, в MMA 140A 25.6В. Силовая часть у нас состоит из 4 транзисторов 40N60(40А 600В) отличительная особенность в том, что каждый транзистор установлен на отдельном радиаторе. В блоке питания установлено 4 электролитических конденсатора 330мкФ 400В, в выпрямительном блоке 4 быстродействующих диода MM60FU030(60A 300В). За систему охлаждения отвечает 24В вентилятор.
Перейдём к стендовым испытаниям. Проверим максимальный ток в обеих режимах.
| Модель | Заявленный максимальный ток, А | Заявленное рабочее напряжение, В | Напряжение холостого хода U, В | Напряжение холостого хода VRD U, В | Максимальный ток, А | Рабочее напряжение, В |
|---|---|---|---|---|---|---|
| MMA** | ||||||
| Динамика 1600 | 140 | 25,6 | 62,2 | - | 140,7 | 25,5 |
| MIG*** | ||||||
| Динамика 1600 | 160 | 22 | - | - | 160 | 20,4 |
** - Потребляемая мощность в режиме MMA составила 4.5кВт, а потребляемый ток 28А.
*** - Потребляемая мощность в режиме MIG составила 4.3кВт, а потребляемый ток 27А.
Перейдём к тестам при пониженном напряжении.
Входное напряжение 160В, просевшее под нагрузкой до 148В.
| Модель | Заявленный максимальный ток, А | Заявленное рабочее напряжение, В | Напряжение холостого хода U, В | Напряжение холостого хода VRD U, В | Максимальный ток, А | Рабочее напряжение, В |
|---|---|---|---|---|---|---|
| MMA** | ||||||
| Динамика 1600 | 140 | 25,6 | 43,8 | - | 126 | 22,7 |
| MIG*** | ||||||
| Динамика 1600 | 160 | 22 | - | - | 159 | 20,1 |
** - Потребляемая мощность в режиме MMA составила 4кВт, а потребляемый ток 22А.
*** - Потребляемая мощность в режиме MIG составила 4.8кВт, а потребляемый ток 26А.
Динамика 1800
Конструктивных различий между моделями 1600/1800 не обнаружено, силовая часть так же схожа и разбирать подробно данную модель мы не будем . Заявлено ПВ 30% в режиме MIG -сварки при максимальном токе 180А с рабочим напряжением 23В, в MMA 160A 26.4В.
Сразу переходим к замерам:
| Модель | Заявленный максимальный ток, А | Заявленное рабочее напряжение, В | Напряжение холостого хода U, В | Напряжение холостого хода VRD U, В | Максимальный ток, А | Рабочее напряжение, В |
|---|---|---|---|---|---|---|
| MMA** | ||||||
| Динамика 1800 | 160 | 26,4 | 61,2 | - | 161,3 | 27,1 |
| MIG*** | ||||||
| Динамика 1800 | 180 | 23 | - | - | 186 | 21,1 |
** - Потребляемая мощность в режиме MMA составила 5.5кВт, а потребляемый ток 35А.
*** - Потребляемая мощность в режиме MIG составила 5.3кВт, а потребляемый ток 33А.
Перейдём к тестам при пониженном напряжении.
Входное напряжение 160В, ( 148В под нагрузкой).
| Модель | Заявленный максимальный ток, А | Заявленное рабочее напряжение, В | Напряжение холостого хода U, В | Напряжение холостого хода VRD U, В | Максимальный ток, А | Рабочее напряжение, В |
|---|---|---|---|---|---|---|
| MMA** | ||||||
| Динамика 1800 | 160 | 26,4 | 43,9 | - | 132 | 22,3 |
| MIG*** | ||||||
| Динамика 1800 | 180 | 23 | - | - | 152 | 20,7 |
** - Потребляемая мощность в режиме MMA составила 4.1кВт, а потребляемый ток 22А.
*** - Потребляемая мощность в режиме MIG составила 4.7кВт, а потребляемый ток 25А.
Динамика 2000
Данная модель отличается от своих младших собратьев усиленной силовой частью. В блоке питания установлено 4 электролитических конденсатора 470мкФ 400В, силовая часть укомплектована 4 транзисторами 60N60(60А 600В), а в выпрямительном блоке 4 быстродействующих диода MM80UF040(80А 400В). Заявлено ПВ 30% в режиме MIG при максимальном токе 200А с рабочим напряжением 24В, в MMA 180A 27.2В. За систему охлаждения отвечает два 24В вентилятор, один из которых продувает силовую часть, а второй продувает быстродействующие диоды.
Перейдём к стендовым испытаниям. Проверим максимальный ток в режиме MMA и MIG.
| Модель | Заявленный максимальный ток, А | Заявленное рабочее напряжение, В | Напряжение холостого хода U, В | Напряжение холостого хода VRD U, В | Максимальный ток, А | Рабочее напряжение, В |
|---|---|---|---|---|---|---|
| MMA** | ||||||
| Динамика 2000 | 180 | 27,2 | 61,3 | - | 176,8 | 23,9 |
| MIG*** | ||||||
| Динамика 2000 | 200 | 24 | - | - | 204 | 22 |
** - Потребляемая мощность в режиме MMA составила 5.5кВт, а потребляемый ток 34А.
*** - Потребляемая мощность в режиме MIG составила 6.2кВт, а потребляемый ток 38А.
Перейдём к тестам при пониженном напряжении.
Входное напряжение 160В, при нагрузке напряжение просело до 148В.
| Модель | Заявленный максимальный ток, А | Заявленное рабочее напряжение, В | Напряжение холостого хода U, В | Напряжение холостого хода VRD U, В | Максимальный ток, А | Рабочее напряжение, В |
|---|---|---|---|---|---|---|
| MMA** | ||||||
| Динамика 2000 | 180 | 27,2 | 43,6 | - | 147 | 23,1 |
| MIG*** | ||||||
| Динамика 2000 | 200 | 24 | - | - | 152 | 20,8 |
** - Потребляемая мощность в режиме MMA составила 4.5кВт, а потребляемый ток 24А.
*** - Потребляемая мощность в режиме MIG составила 4.6кВт, а потребляемый ток 25А.
Ну а теперь давайте поговорим про дополнительные функции HotStart, ArcForce и Antistick.
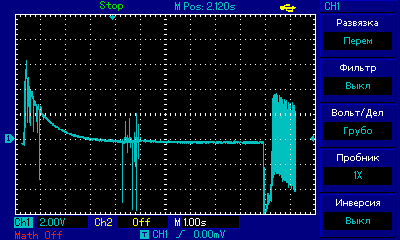
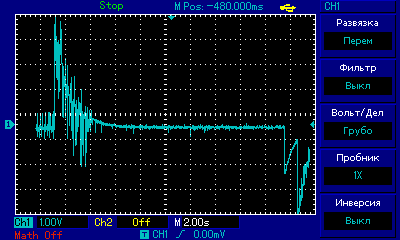
Функции AntiStick в данных моделях отрабатывает корректно, на графике виден момент сброса тока:
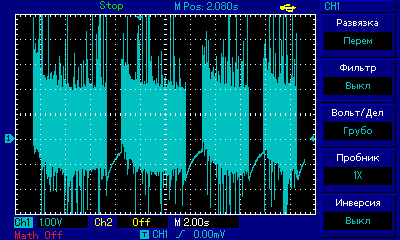
Функция HotStart тоже порадовала. На графике отчётливо виден момент повышения сварочного тока:
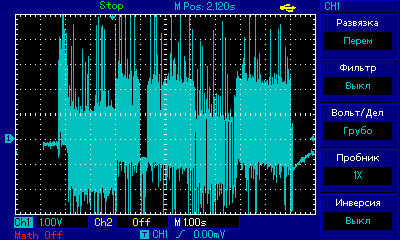
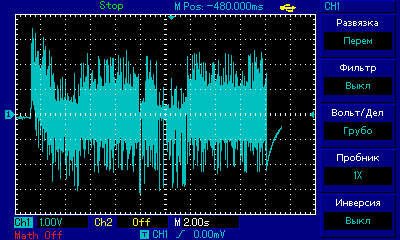
Ну и, конечно же, функция ArcForce, которая работает стабильно и без нарекании:
Поговорим про регулировку индуктивности. Данная функция действительно работает, очень хорошо проявляя себя при сварке тонкого листового метала. При подстройке данной функции, визуально заметно как стабилизируется горение дуги и меняется глубина провара. Опция будет полезна тем, кто занимается кузовными работами.
Также мы провели тесты сварки алюминия. Использовали проволоку диаметром 0,8мм и результаты нас очень сильно порадовали, хотя надо понимать, что использовать данные аппараты для сварки ответственных конструкций не рекомендуется. ***
*** - Минимальный сварочный ток аппарата в по результатам тестов составил 20А в режиме ММА , и 30А, в режиме MIG.
Настало время перейти к нашему «раритету».
Динамика 200
Аппарат сделан на базе однотипной моноплаты, элементная база состоит из SMD компонентов. Присутствуют следующие дополнительные функции:
- LIFT TIG
- VRD
- Ручная регулировка напряжение в диапазоне 5 в режиме
- Регулировка индуктивности
Аппарат оснащен, модным трендом последних лет «синергетическим управлением». Приятно, когда создатели техники, пытаются облегчить жизнь сварщикам, жаль, что они делают это не очень корректно. Особенно это заметно при любых отклонениях от простейших стандартных задач, например, сварке алюминия о которой речь пойдёт ниже.
Силовая часть аппарата оснащена 4 транзисторами FGH60N60(60А 600В), в блоке питания установлено 3 электролитических конденсаторов 470мкФ 400В. В выпрямительном блоке стоит 6 быстродействующих диода 60F30A(60А 300В). Хотя в изначальных версия использовались транзисторы более мощней 75N65. Заявлено ПВ 30% в режиме MIG при максимальном токе 200А с рабочим напряжением 24В, в MMA 160A 26.4В. За систему охлаждения отвечает 24В вентилятор. Перейдём к стендовым испытаниям. Проверим максимальный ток в режиме MMA, LIFTIG и MIG. Забежим сразу на перёд, во время тестов на максимальный ток, сварочный аппарат при максимальных нагрузках часто уходил в защиту при перегрузке, но всё равно мы получили некие результаты.
| Модель | Заявленный максимальный ток, А | Заявленное рабочее напряжение, В | Напряжение холостого хода U, В | Напряжение холостого хода VRD U, В | Максимальный ток, А | Рабочее напряжение, В |
|---|---|---|---|---|---|---|
| MMA** | ||||||
| Динамика 200 | 160 | 26,4 | 51,1 | 18,5 | 168,5 | 28,4 |
| LIFT TIG | ||||||
| Динамика 200 | 180 | - | 18,5 | - | 185 | 27 |
| MIG*** | ||||||
| Динамика 200 | 200 | 24 | - | - | 204 | 23,1 |
** - Потребляемая мощность в режиме MMA составила 6,3кВт, а потребляемый ток 38А.
*** - Потребляемая мощность в режиме MIG составила 6,5кВт, а потребляемый ток 40А.
Перейдём к тестам при пониженном напряжение.
Входное напряжение 160В, во время нагрузки напряжение просело до 154В.
| Модель | Заявленный максимальный ток, А | Заявленное рабочее напряжение, В | Напряжение холостого хода U, В | Напряжение холостого хода VRD U, В | Максимальный ток, А | Рабочее напряжение, В |
|---|---|---|---|---|---|---|
| MMA** | ||||||
| Динамика 200 | 160 | 26,4 | 37 | 18,5 | 125 | 21 |
| LIFT TIG**** | ||||||
| Динамика 200 | 180 | - | 18,5 | - | 140 | 20,3 |
| MIG*** | ||||||
| Динамика 200 | 200 | 24 | - | - | 163 | 18,5 |
** - Потребляемая мощность в режиме MMA составила 3,6кВт, а потребляемый ток 20А.
*** - Потребляемая мощность в режиме MIG составила 4.6кВт, а потребляемый ток 25А.
**** - Потребляемая мощность в режиме LIFT TIG составила 4.1кВт, а потребляемый ток 22А.
Настало время поговорить про дополнительные функции:
Ручная регулировка напряжения, позволяющая откорректировать заводские настройки в диапазоне ±5, действительно работает.
Функция HotStart отрабатывает корректно и претензий нет:
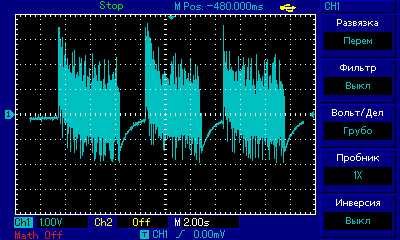
Функция ArcForce тоже хорошо себя показала, на графике можно чётко увидеть, как происходит наброс тока:
Ну и конечно же Antistick. В момент поджига электрода можно увидеть, как отработала функция HotStart, а после залипания электрода отработала функция Antistick:
Мы проверили, минимальный сварочный ток аппарата в режиме ММА данный показатель составил 30А, а в режиме MIG 50А.
Функция регулировки индуктивности, конечно же работает, но не так эффективно как в новых моделях.
Так же мы провели тесты сварки алюминия. Использовали проволоку диаметром 0,8/1 мм и результаты нас не очень сильно порадовали, хотя надо понимать, что данный аппарат для сварки алюминия не предназначен. Нам не удалось настроить данный аппарат, из-за того, что не хватает скорости подачи проволоки.
Подведём итоги.
Компания Аврора выпустила достойную замену предыдущей серии, хорошо поработав над обнаруженными в ходе эксплуатации недоработками. По нашему мнению, аппараты новой линейки гораздо логичнее смотрятся в сегменте бюджетного сварочного полуавтомата и очень хорошо подойдут для работ с тонколистовыми металлами из-за своих гибких настроек, хотя возможно, потребуют немного большего времени на освоение, чем «самоподстраивающиеся» модели. 1600 и 1800 модель схожи и разница заключена в заводских настройках тока, которые можно подрегулировать с помощью подстроечных резисторов.
Видеоверсия обзора:
26 Мая 2020.







