
Уважаемые коллеги, представляем Вашему вниманию обзор на сварочный полуавтомат Динамика 160 Адаптив глазами сервисного инженера. Ориентировочная цена на конец 2023 г. составляет около 25 тысяч рублей.
Судя по названию, перед нами наследник популярной Динамики 1600, посмотрим, так ли это.
Аппарат позиционируется производителем как однофазный аппарат с синергетическим управлением, работающий в четырех режимах: MMA, Пульс, MIG, LIFT TIG DC.
Основной его особенностью является импульсный режим, позволяющий сваривать алюминий на более продвинутом уровне, по сравнению с беспульсовыми аппаратами.
Важной особенностью является отключаемая функция VRD.
В комплект поставки входит:
Штуцер для подключения защитного газа - 8мм
Горелка для полуавтоматической сварки MIG 15 - 3м
Обратный кабель с зажимом массы - 2.5м
Кабель с держателем электрода - 2.5м
Ролик подачи с V-образной канавкой для работы со стальной проволокой 0.6-0.8 мм
Конструктивно аппарат состоит из двух плат, лицевой и основной. Установлен подающий пластиковый механизм с одним роликом и подачей 2-15 мм/мин, с питанием 24В. Модель двигателя осталась прежней, однако по сравнению с прошлым поколением корпус подающего механизма сменился с алюминиевого на пластиковый. Смотрится более дешево, но, честно говоря, это не должно ни на что повлиять, поскольку шестерни в предыдущей версии редуктора всё равно были такие же пластиковые.
На радиаторах охлаждения силовых элементов размещены два датчика температуры, один на силовой части, второй на выпрямителе.
На лицевой плате расположены органы индикации и управления.
На основной плате размещен импульсный блок питания, силовая часть, драйвер, выходной выпрямитель, а также цепи управления на базе 32-битного микроконтроллера stm32f303.
Подробнее о составе основной платы:
- В блоке питания установлено 2 электролитических конденсатора 680мкФ 400В и диодный мост 50А 1000В.
- Силовая часть укомплектована 4 транзисторами 40N60(40А 600В), а в выпрямительном блоке 3быстродействующих диода MM80UF040(80А 400В).
- За охлаждение отвечает один 24В вентилятор размером 92*92*38, продувающий силовую часть и быстродействующие диоды.
В сравнении с Динамикой 1600:
- Электролитическихконденсаторов стало 2 вместо 4, но емкость осталась прежней.
- Транзисторы в силовой части остались те же.
- Выпрямительных диодов стало на один меньше (что может привести к небольшому снижению ресурса).
- Вместо шунта, для измерения тока использован датчик Холла 4В/600А (более современное и ремонтопригодное решение, заимствованное у старших собратьев).
- Переработан блок питания, теперь он выполнен на базе микросхемы 3843 (на наш взгляд более удачное типовое решение)
- На основной плате расположенмикроконтроллер stm32f303, отныне вся логика работы аппарата выполнена программно, что и позволило добавить режим Пульс, ценой заметного снижения ремонтопригодности.
Компоновка аппарата выглядит более удачной и как минимум более простой в сборке, однако ремонтопригодность резко снизилась, за счёт перехода на микроконтролерную архитектуру, что потребует замены центральной платы в случае выхода контроллера из строя.
Период включения для схожих режимов немного снизился:
- Для Динамики 1600 заявлено ПВ 50% в режиме MIG при максимальном токе 160А с рабочим напряжением 22В, в MMA 140A 25.6В.
- Для Динамики 160 Адаптив заявлено ПВ 60% в режиме MIG при максимальном токе 110А с рабочим напряжением 19.5В, в MMA 103A 24.1В.
Перейдём к стендовым испытаниям. Проверим максимальный ток в обоих режимах.
|
Заявлено производителем |
Измерено во время тестов |
|||||
|
Выходной ток, А |
Выходное напряжение под нагрузкой, В |
Напряжение без нагрузки U, В |
Напряжение без нагрузки с VRD U, В |
Потребляемая мощность P, кВт |
Максимальный выходной ток, А |
Выходное напряжение под нагрузкой, В |
|
MMA |
||||||
|
150,0 |
26,0 |
64,0 |
12,3 |
5,3 |
160,0 |
27,0 |
|
MIG |
||||||
|
160,0 |
22,0 |
58,4 |
- |
4,4 |
160,0 |
22,5 |
Итог – по сравнению с прошлым поколением, показатели несколько выросли без смены элементной базы ( в Динамике 1600 ММА 140А 25.5В, MIG 160А 20.4В).
Мы также проверили минимальный сварочный ток аппарата. В режиме ММА данный показатель составил 20А, а в режиме MIG - 25А (проволока 0.6мм). (Для моделей прошлого поколения ток составлял 20А в режиме ММА и 30А в режиме MIG.)
Перейдём к тестам при пониженном напряжении.
Входное напряжение 160В, просевшее под нагрузкой до 148В. Сразу отметим, что для данной серии не заявлена поддержка сетей с пониженным напряжением.
|
Заявлено производителем |
Измерено во время тестов |
|||||
|
Выходной ток, А |
Выходное напряжение под нагрузкой, В |
Напряжение без нагрузки U, В |
Напряжение без нагрузки с VRD U, В |
Потребляемая мощность P, кВт |
Максимальный выходной ток, А |
Выходное напряжение под нагрузкой, В |
|
MMA |
||||||
|
150,0 |
26,0 |
45,8 |
12,3 |
4,6 |
160,0 |
20,3 |
|
MIG |
||||||
|
160,0 |
22,0 |
42,7 |
- |
4,7 |
160,0 |
20,4 |
Можно сказать, что данные показатели позволяют вести сварку в плохих сетях, однако это непредсказуемо отразится на ресурсе аппарата.
Итог – по сравнению с прошлым поколением, показатели выросли без смены элементной базы ( в Динамике 1600 ММА 126 22.7В, MIG 159А 20.1В), однако пока трудно оценить, как модернизация скажется на ресурсе.
Дальше поговорим про дополнительные функции HotStart, ArcForce и Antistick.
Функций в режиме MMA
Функция Hotstart (только в ручном режиме).
Работу функции Hotstart можно увидеть на следующем графике напряжения, полученном при нагрузке на балластном реостате.
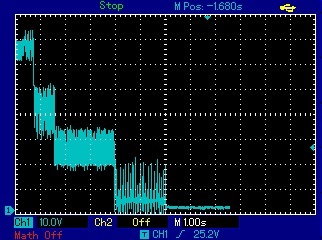
В момент начала сварки аппарат завышает выходное напряжение (а значит и ток) ровно на секунду. Функция отрабатывает корректно.
Функция неотключаемая и нерегулируемая.
Функция Antistick
Работу функции Antistick можно увидеть на этом же графике напряжения, полученном при нагрузке на балластном реостате.
В момент залипания электрода аппарат снижает подаваемое напряжение, т.е. функция отрабатывает корректно.
Функция не отключаемая.
Функция Forcearc
Работу функции Forcearc можно увидеть на следующем графике напряжения, полученном при сварке.
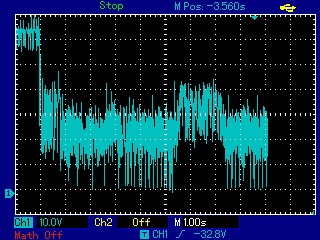
Видно, как аппарат увеличивает выходное напряжение в момент начала погружения электрода в сварочную ванну.
Функция отрабатывает корректно.
Функция не отключаемая и не регулируемая.
Также на этом графике видна работа функции Hotstart (уже на сварке).
Также посмотрим форму напряжения в режиме MIG пульс
Форму напряжения при сварке в режиме Пульс можно увидеть на следующих графиках, полученных при нагрузке на балластном реостате.
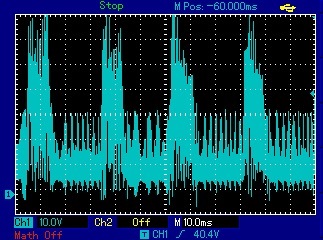
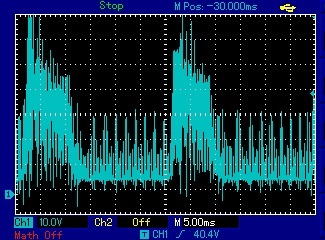
На графиках отчетливо виден импульс высокого напряжения длительностью 10-12 мс, происходящий каждые 30мс (около 33 Гц).
Учитывая заявленную нишу мы протестировали сварку алюминия.
При использовании проволоки 1.2 мм аппарат настраивается без особых проблем, это оптимальный для него режим.
При использовании проволоки 1.0 мм для настройки приходится выставлять коррекцию напряжения порядка -5В (предельно доступный минимум).
Использовать проволоку 0.8 мм не получилось, синергетическое управление не дает возможности выставить необходимое соотношение подачи проволоки и рабочего напряжения. Это практически не даёт возможности сварить тонкие детали.
Важно понимать, что аппарат бюджетный и в полуавтоматическом режиме не имеет функции HotStart, что осложняет начало сварки алюминия, который очень быстро отдаёт тепло. В этом смысле мы не можем назвать новинку полностью адаптированной к сварке алюминия.
Подведём итоги.
По-видимому, аппарат является достойным наследником серии 1600, снижение цены вероятно обусловлено переходом на типовые схемотехнические решения и удешевлением подающего механизма.
Наиболее серьёзным недостатком новой модели скорее всего является неотключаемая синергия, с небольшим диапазоном коррекции, которой вероятно может не хватать в нестандартных случаях. Также стоит отметить сниженную ремонтопригодность из-за перехода на микропроцессорное управление (при серьёзной поломке придётся менять всю главную плату).
Импульсный режим определённо улучшил ситуацию со сваркой алюминия, однако чуда не случилось, до старших моделей Динамика адаптив не дотянулась (см. описание тестов). Не хватает режима HotStart и поддержки сварки тонкой алюминиевой проволокой.
В части сварки алюминия, аппарат полностью соответствует формулировке «позволяет работать с алюминием на более профессиональном уровне по сравнению с беспульсовыми аппаратами».
Как нам кажется, аппараты новой линейки достойно смотрятся в сегменте бюджетного сварочного полуавтомата и хорошо подойдут начинающим сварщикам, в том числе для работы с тонкими листами черного металла.
С уважением, инженер сервисного центра Хавшаков Д.А.
8 Декабря 2023.







